



当牧場のオーナー「研磨条件~その一~」
研磨や研磨材に関する技術的なことを中心に関連情報を紹介しています。
オーナーです![]()
久々のブログ登場です。
今回は「研磨の話」シリーズとして「研磨条件」について三回に渡ってお話します。
研磨条件とは、研磨する時に設定する機械条件を指します。
使用する研磨機によって設定できるパラメータは違うので、必ず事前に調べましょう。
研磨条件の設定ひとつで研磨結果は良くもなるし悪くもなります。
この研磨材じゃ磨けない!という前に、ご自身の機械の設定を確認してみましょう![]()


前提条件として
研磨材: フラップホイール
ワーク: 金属全般
形状: パイプ、丸棒、板、鍋、釜
研磨機: 自動機(ワークを投入すると機械的に研磨されて排出される機械)
研磨条件として普通考えられるのは
1.研磨材の周速
研磨ホイールは回転させて使うので回転数(rpm)で管理される事が多いですが、是非周速(mpm)を確認下さい。フラップホイールの適正周速は2000~2200mpmですが最初は2200~2400mpmで設定します。
研磨ホイールの摩耗を考えて最初は1割程度高めに設定するのがコツです。バリ取り、面取りでは適正周速をその半分と考えても結構です。
注意点としてフラップホイールの周速は2700mpmを超えると破断する危険があるので止めましょう。
しかし実際の研磨機を見ると、回転数は「固定」と云うケースが少なからずあります。
そんな時は目指す周速になるように研磨ホイールの大きさを変えます。
2800rpmの機械で週速を2400mpmにしたいなら2400÷(2800x3.14)x1000=273
なので280φにします。
2.研磨材の加圧
加圧は日本ではモーターの電流値(アンペア)で管理される事が多いですが、以前ドイツの機械メーカーからはニュートン値で試験データが送られてきました。(流石です)
アンペアだとモーターによって変わるので加圧の指標としてふさわしいとは言えませんが、同じ機械で調整するなら良いでしょう。無負荷状態から研磨ヘッドを下げて研磨布がワークに当たり始めるとモーターに負荷が掛かって電流値が上がります。
フラップホイールでは無負荷+1アンペアが通常です。
その他の加圧調整として研磨ヘッドの切込み高さ調整(ワークに当たる直前を原点設定してそこから何ミリ切り込むか)やエア圧での調整方法など色々あると思いますが、大事な事は加圧の調整をどのパラメーターでやっているかを確認する事です。
フラップホイールのオーソドックスな使い方は負荷を軽めに設定して羽根先で削るやり方です。
遠心力で羽根先を叩きつけて研磨する理屈ですね。
ところが逆もまた真なりと云う使い方もあります。
研磨ヘッドを出来るだけ押し付けて、羽根の根元から当てて引きずるような研磨です。フラップホイールは羽根を叩きつけて研磨するのが特徴ですが、叩き目(チャタマーク)を嫌うような場合、押し付けて磨きます。研磨時に羽根が起きるスキを与えない研磨です。ホイールに対する負荷が高く熱でホイールが焼ける恐れもあり、あまりお勧めではありませんが一部でこのような使い方がなされているのも事実です。
(弊社ではこのような焼け症状を抑える特殊なフラップホイールを製作しておりますので
お困りの方は是非お問い合わせ下さい)
いずれにせよ機械設定では実際にどれだけの圧力が掛かっているか判らないので、
弊社ではデジタルフォースゲージを用いて、実際に掛かっている圧力を計測することもあります。
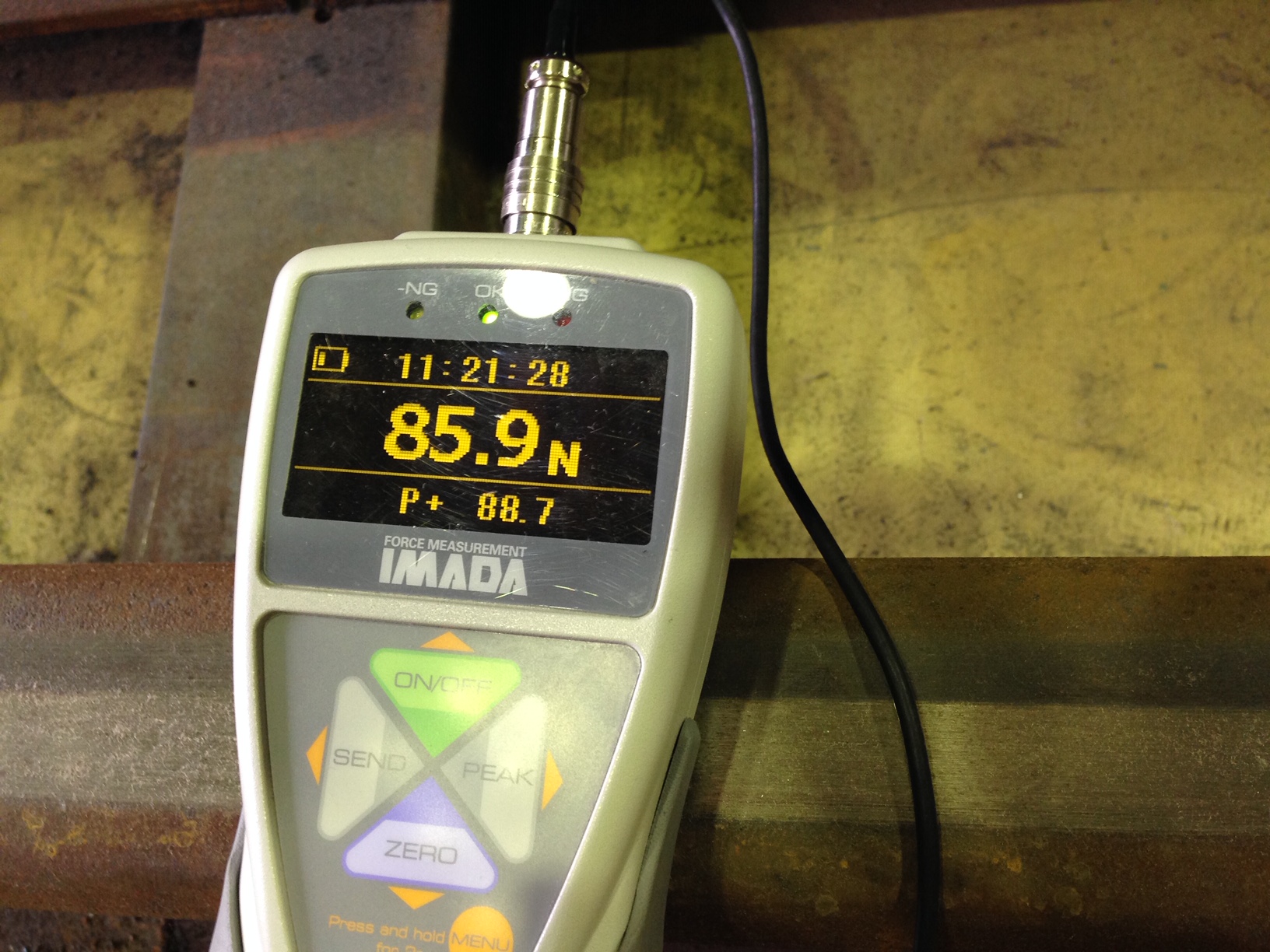 ←デジタルフォースゲージ
←デジタルフォースゲージ
次回に続く。
オリジナル研磨材
-
1 GF ホイール
難削材パイプのセンタレス研磨、アルミ材の溶接ビード研磨などで評価の高い高密度のホイール。

特許取得済み・研磨材「GFホイール」
-
2 NF ホイール
被研磨物に吸い付くようにフィットする馴染み性に富んだ、中仕上げに適した研磨ホイールです。

特許取得済み・研磨材「NFホイール」
-
3 SF ホイール
研磨ヘッドの圧力を無駄なく生かしつつ、
必要以上の食い込みを防ぎます。
研磨材「SFホイール」
-
4 SS ホイール
羽の幅、長さ、スリットなどを変えることで、様々な用途、目的に応じられます。

研磨材「SSホイール」
-
5 NS ホイール
傘上に適度なアールが付いており、パイプの端面のバリ取り作業などに最適です。重研剤用にも。

研磨材「NSホイール」
-
6 FP ホイール
バフレースでの手研磨作業にも自動機での板研磨やセンタレス研磨など幅いろい用途で使えます。

研磨材「FPホイール」
-
7 ML ホイール
円周上に短い羽根を植え込んでいて、
僅かな摩耗補正で使えます。
研磨材「MLホイール」
-
8 研磨ベルト
安価で取り扱いが簡単。国産大手5社、
海外1社からベストな商品を選べます。
研磨ベルト
