



当牧場のオーナー「研磨条件~その三~」
研磨や研磨材に関する技術的なことを中心に関連情報を紹介しています。
オーナーです![]()
研磨条件 第三回 センタレス研磨におけるスキュー角についてです。
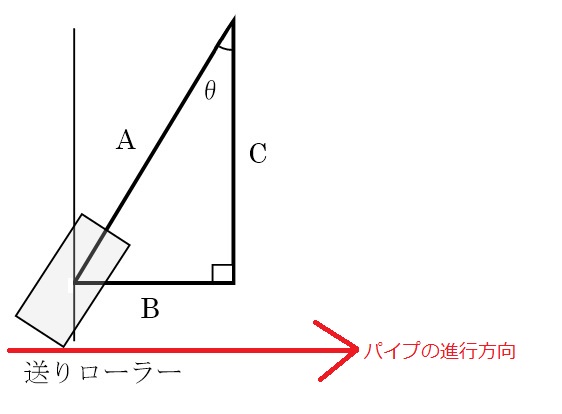
センタレス研磨ではパイプあるいは丸棒を送りながら研磨します。パイプを送る方法は幾つかありますが、最も一般的な方法はパイプを受けているローラーに角度(スキュー角)を付けて、ネジを回すようにして送る方法です。パイプを送る速度は送りローラーの大きさ、角度と回転数で決まります![]()
1.パイプを前に送る速度からスキュー角θを求める場合
送りローラーの外径D、送りローラーの回転数N とすると
送りローラーが毎分送り出す長さは上記三角形の辺Aです。
A = ローラーの周長 x 回転数 = D x pi x N
例)外径100パイの送りローラーが60rpmで回った場合
A = 100 x pi x 60 = 18849.56 ≒ 18850 mm
設定したい送り速度(m/min)は上記三角形の辺Bです。
B = 5000mm
求めるスキュー角θは角ABの余角で角ACとなります。
θ= sin-1(B /(D x pi x N))
例)送り速度5m/minに設定したい場合
θ=sin-1(5000/18850) = 15.38 ≒ 15°
という事で、スキュー角を15°にすれば送り速度がだいたい5m/minとなります。
2.送りローラー100パイ、60rpm、スキュー角15°から送り速度を求める場合は
上記三角形の辺Bなので
B = A x cos(90-θ) = A x sinθ
B = 18850 x sin15°= 4879mm/min ≒ 5 m/min となります。
ここで応用問題です
![]()
ではこのスキュー角を10°に変えて、送り速度を同じ5m/minにするには
送りローラーの回転数をいくつにしたら良いでしょうか?
まず送りローラー1回転で進む距離を求めます。
100 x pi x cos(90°-10°) = 100 x pi x sin10°= 54.55mm
求める送り速度5000mm/min なので必要な回転数Nは
N = 5000 / 54.55 = 91.65 ≒ 92 rpm となります。
つまりこの研磨機で送り速度5m/min で磨きたい時、スキュー角15°、60rpmの設定でも、
スキュー角10°、92rpmで設定する事も出来るんです![]()
この場合研削量が多くなるのは前者ですが、パイプが長手方向に綺麗に仕上がるのは後者です。
実際の送り速度は、送りローラーとワークの間で伝動ロスもあり必ずしも理屈通りには行きませんが、ここで知って頂きたい事はセンタレス研磨の研磨条件としてスキュー角があると云う事です。
見た目に同じ送り速度であってもスキュー角が違えば仕上がりは違います。
逆に云えば仕上げを改善したければ、スキュー角を見直すのもひとつの選択肢だと云う事です![]()
※ '20.8.31追加
ワークの外径が変わると径によって回転数は変わりますが、スキュー角が同じなら単位時間当たりに前進する送り速度は計算上同じになります。但し、実際には軽量のワークで回転数が多くなるとスリップする事が多くなり送り速度は下がる傾向になります。
以上で研磨条件三回シリーズを終わります![]()
オリジナル研磨材
-
1 GF ホイール
難削材パイプのセンタレス研磨、アルミ材の溶接ビード研磨などで評価の高い高密度のホイール。

特許取得済み・研磨材「GFホイール」
-
2 NF ホイール
被研磨物に吸い付くようにフィットする馴染み性に富んだ、中仕上げに適した研磨ホイールです。

特許取得済み・研磨材「NFホイール」
-
3 SF ホイール
研磨ヘッドの圧力を無駄なく生かしつつ、
必要以上の食い込みを防ぎます。
研磨材「SFホイール」
-
4 SS ホイール
羽の幅、長さ、スリットなどを変えることで、様々な用途、目的に応じられます。

研磨材「SSホイール」
-
5 NS ホイール
傘上に適度なアールが付いており、パイプの端面のバリ取り作業などに最適です。重研剤用にも。

研磨材「NSホイール」
-
6 FP ホイール
バフレースでの手研磨作業にも自動機での板研磨やセンタレス研磨など幅いろい用途で使えます。

研磨材「FPホイール」
-
7 ML ホイール
円周上に短い羽根を植え込んでいて、
僅かな摩耗補正で使えます。
研磨材「MLホイール」
-
8 研磨ベルト
安価で取り扱いが簡単。国産大手5社、
海外1社からベストな商品を選べます。
研磨ベルト
