

けんま君の牧場日記(スタッフブログ)
2021年1月
けんま君がこの牧場で誕生してから私の日常は大わらわ。
元気いっぱいなけんま君との生活は楽しいですよ。
-

オーナーです。今回のテーマは「珍客のお出まし」です。
弊社から歩いて2,3分の所に弁天池公園という綺麗な公園があります。桜が綺麗で、毎年満開の時期に花見に行きます。このブログでも何度かレポートしたのでご記憶の方もいらっしゃると思います。普段は静か、ましてや緊急事態宣言下でなおのこと静かな公園に、県外ナンバーの車が大挙して押し寄せているとの事で行ってきました。

池の畔にカメラがずらっと並んで何を撮っているのかと思えば、これですね「クチバシの赤いカモ」(笑)
誰かのイタズラでクチバシにペンキを塗られたのか?いや、突然変異ならテレビ局に連絡しなきゃと思っていたら周りのカモよりひとまわり大きい事が判り、調べてみると「アカハシハジロ」という種類のようです。繁殖地は中国北西部らしく、越冬でまれに大阪に飛来する事があるようです。絶滅危惧種では無いですがレッドリストの「経度懸念」にランクされてるいので、そこいらへんのカモよりは値打ちがあること間違いなし。間違ってもかも鍋にしようなどと考えないで下さい(笑) -
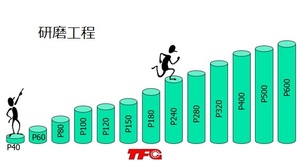
オーナーです。今回のテーマは久々に研磨のお話「研磨工程の組み方」です。
時々「○○に仕上げたいんですけど、どうしたら良いですか?」って問い合せを受けます。そんな時、私は研磨材をよく石鹸を例えて説明します。
「この石鹸はどれぐらい汚れを落としますか?」と聞かれても「使い方によります」としか答えられません。人によって石鹸を付ける量も、お湯で洗うのか水で洗うのか、どれぐらいの時間洗うのかにも依ります。良く落ちる石鹸と云う言い方は出来ても、落ちる汚れの量や手荒れの状態を数値で保証する石鹸はありません。研磨材も同じなんです。
「100ミクロン削れますか?」には「削れるまで磨けば削れます」なんです。(参照 研磨のお話「研削量」)研磨材は工具なので使い方ひとつなんです。どこかでやった工程が参考にはなっても、保証にはなりません。将棋の藤井棋聖と同じパズルをやっても誰もが彼のようにはなりません。今、目の前にある研磨機で確認する以外、答えはないのです。
例えば最終仕上げを#400の粗さに仕上げたいとします。JISではP400(※)で仕上げた物を#400仕上げと定義していますが工業規格としては随分乱暴です。粒度と仕上げ粗さは違うと云う話を以前書きました。(※参照 研磨のお話「番手(粒径)について」)
本来なら面粗度で定義すべきでしょうが、市販の面粗度計では僅か10mm程度の直線を測るだけでワーク全体を調べる事が出来ません。結局は納入先の品質管理担当者に判断を仰ぐと云うのが実情です。真面目に#400を使っても「NG」が出る事もあれば、#400より粗い番手でも「OK」を貰えるケースだってあります。言ってみればそこが研磨屋の腕の見せどころと云う事です。
-

オーナーです。今回のテーマは「阪神淡路大震災」です。
 画像:Yahoo news
画像:Yahoo news
平成7年(1995年)1月17日午前5時46分、阪神間に震度7(マグニチュード7.3)の巨大地震が発生し6,000人を超える死者がでました。後に起きた東日本大震災が2万人を超える死者や原発事故などもあった事で、今では大震災=東日本のイメージが強いですが、発生当時それはもう大変なものでした。(ちなみにオーナーは東日本大震災も実体験しています)当日の朝、経験したことのない大きな揺れで起こされ、直感的に東海地震だと思って名古屋の知り合いに電話したら「こっちじゃない、大阪だ」との返事。すぐにTVをつけたら、神戸から大阪にかけて震度5から6があちこちに点滅していました。

まだ真っ暗で被害が断片的にしか判らない。それが神戸のあちこちで火の手があがり出し、夜明けと共に高速道路が倒れているのが映し出されて、とんでもない事が起きたと知るようになります。「神戸が燃えています!」と叫んだアナウンサーの悲鳴は今でも耳に残っています。 -
オーナーです。
東京含む一都三県は7日から緊急事態宣言。大阪、京都、兵庫も14日から緊急事態宣言が発令される模様で、コロナ感染は拡大の一途ですね。
しかし今日はそんな話を横に置いて、成人式の話をします。
月並みですが成人を迎えられた皆さん、おめでとうございます。今年はコロナ禍と云う事で延期になったりリモートになったりで大変でしたね。
2年前、貸衣装屋さんが突然破綻して晴れ着が着れないと大騒ぎになった事がありました。晴れ着が着られないのは今年も同じだと思いますが、状況が状況だけに皆さん冷静な対応のようです。まぁ、こういうのはマスコミの取り上げ方ひとつで変わりますけどね。
-
新年あけましておめでとうございます。
 弊社工場2階から写した2021年初日の出
弊社工場2階から写した2021年初日の出新型コロナに明け暮れた2020年でしたが、皆様どのようなお正月を迎えられたでしょうか。