

オーナーです。今回のテーマは久々に研磨のお話「縦研と横研」です。
先日問い合わせを受けたお客様とセンタレス研磨で当社製品の研磨条件についてお尋ねがあり、メールでやり取りしていました。どうも話が噛み合わないまま何度かやり取りしているうちに、お客様が縦研と横研を誤解されている事に気づきました。今日はそこの整理をしますね。 センタレス研磨と横研ヘッド
センタレス研磨と横研ヘッド
丸棒やパイプなどの円筒物(以下「ワーク」)の代表的な研磨方法としてセンタレス研磨があります。センタレス研磨はワークの外周をローラーで回しながら磨くので回転軸が無い=芯なし=センターレス研磨と呼ぶわけです。両端をチャックして回す円筒研磨は回転軸がはっきりするので、高い真円度、円筒度を求められる場合に用いられますが、階段の手すりや網棚などそれほど厳しい精度を求めらていないワークは、ほぼセンタレス研磨で磨かれていれます。ただ近年は研磨前の工程で十分な精度を出しておく事でセンタレス研磨でもシリンダーロッドなどが生産されるようになっています。
一般的なセンタレス研磨では、回転ローラーに若干の角度(スキュー角)をつける事でワークがらせん回転をして前進するようになっているので、ワークの連続投入が容易で量産に向いた研磨方法と言えます。珍しい形としては車輪の付いたターニングローラーにワークを載せて研磨ヘッドの下を走るというのがありますが、これもれっきとしたセンタレス研磨です。
さて肝心の縦研と横研の話です。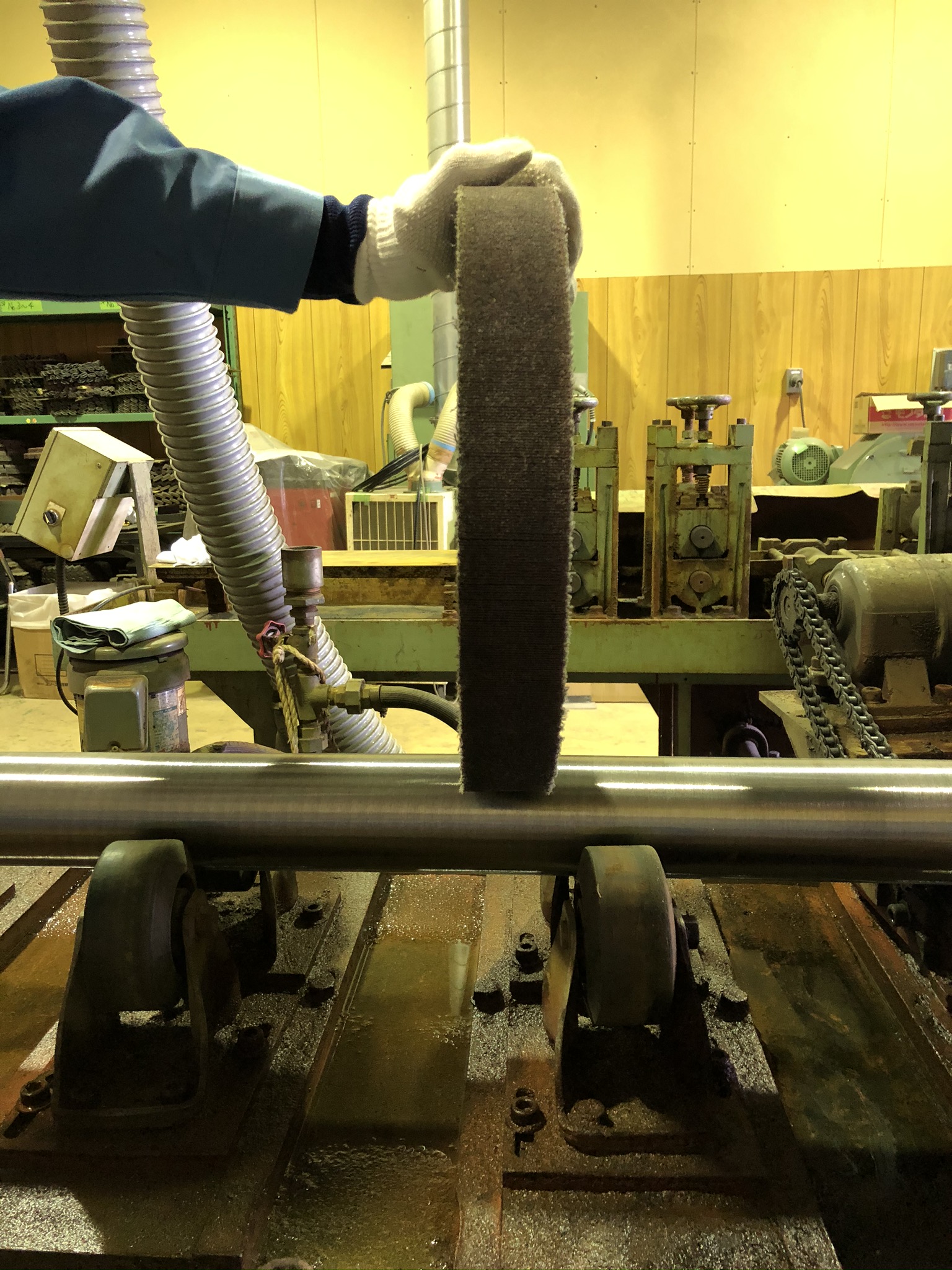
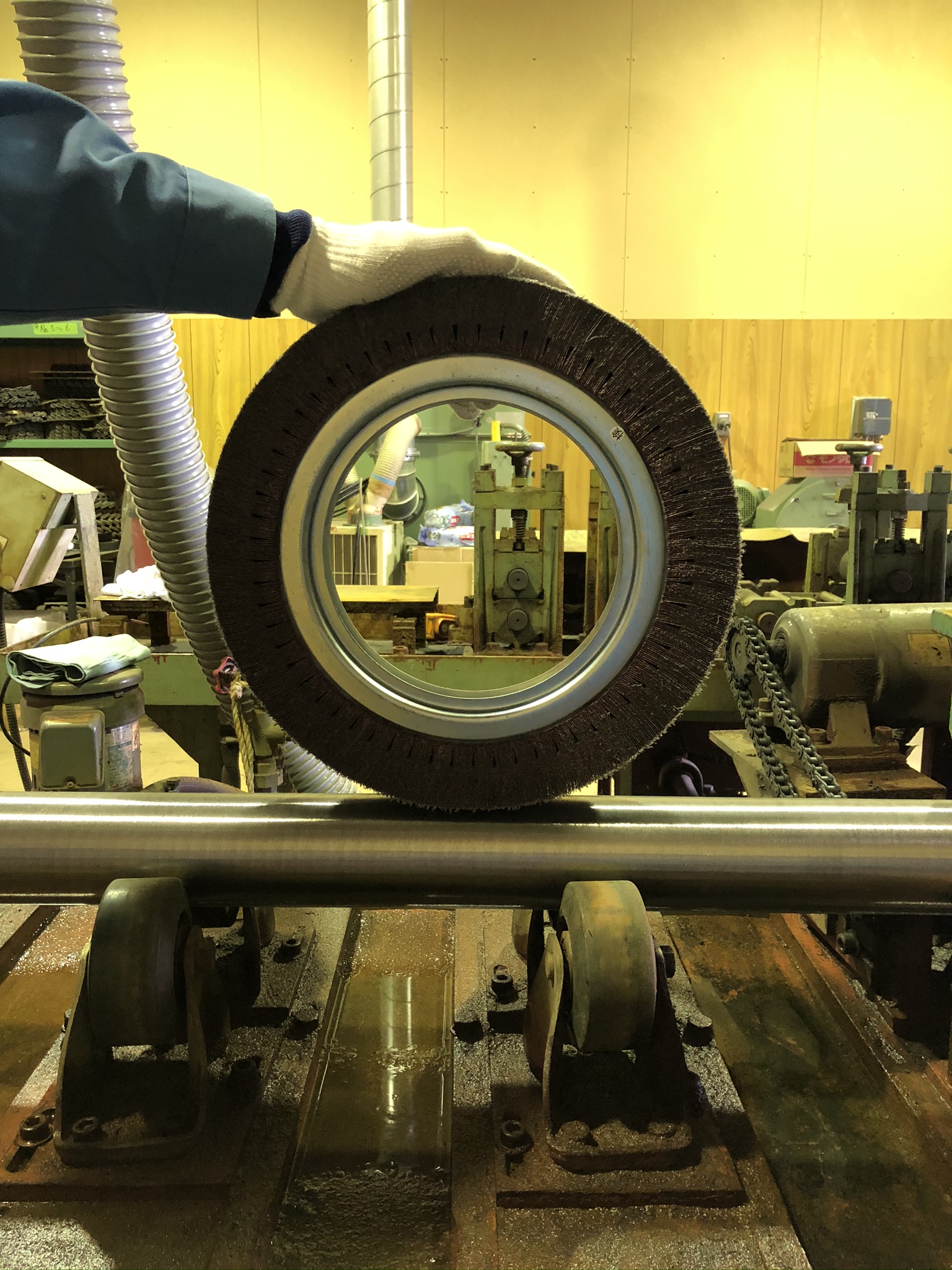
左:横研 右または下:縦研
冒頭と左の写真がセンタレス研磨の標準的な研磨ヘッドです。横研と云う言い方は縦研と区別する場合以外、使わないのが一般です。研磨材がワークの回転を加速するような方向に回るとダウンカット、逆にワークの回転と正面衝突するような方向に回るとアップカットと云います。ダウンでもアップでも横研です。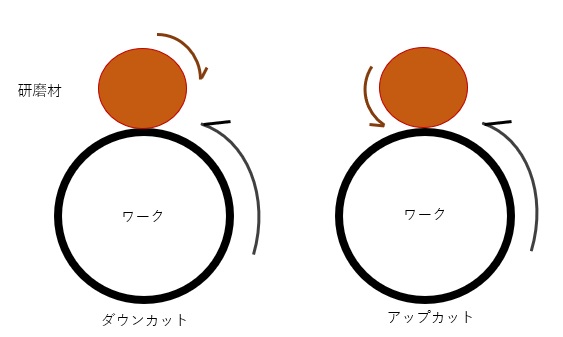
横研ヘッドを90度ターンして磨く右側(スマホは下側)の写真のような形を縦研と呼びます。横研ばかりだと同じ方向に研磨目が入るので、横目を早く消したい場合に縦研ヘッドを工程の中に入れます。縦研はワークに接触する面積が小さくなるので削量が低く補助的にしか使えません。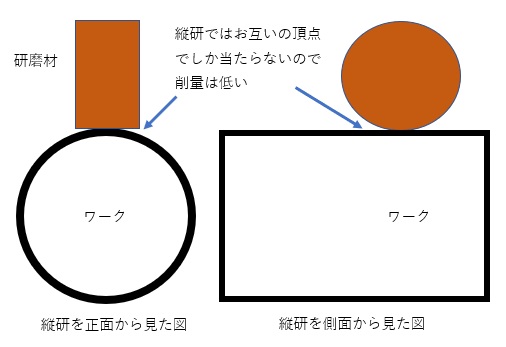
また上図でも判るようにワークとの接点が動かないので、研磨材を幅方向に揺動(オシレーション)させて全体が均等に減るように工夫する必要があります。
縦研磨と横研磨の違いがお判り頂けたでしょうか。では今回はこれで。
アクセスランキングに参加しています。
よろしければ、2つのバナー画像をクリックして頂けると嬉しいです。
とても励みになります。
よく読まれている記事一覧
(ブログ全体)
- 研磨のお話「番手(粒径)について」(28152)
- 研磨のお話「黒皮除去」~前編~(25822)
- 研磨のお話「包丁研ぎ」(17576)
- 研磨のお話「黒皮除去」~後編~(16837)
- 研磨条件~その二~(15744)
- 研磨のお話「面粗度」(14167)
- 研磨のお話「チャタマーク」(13236)
- 研磨のお話「セラミック砥粒」(12809)
- 研磨のお話「フラップホイール」その3(11822)
- 研磨のお話「ヘアーライン加工」(11352)
- 研磨条件~その一~(11208)
- 研磨のお話「乾式研磨・湿式研磨」(11115)
- 研磨のお話「バリ取り」~前編~(10947)
- 北天の雄、アテルイとモレ(10308)
- 研磨のお話「集合砥粒」(10240)
- 研磨のお話「バリ取り」~後編~(10217)
- 金属用研磨布(サンドペーパー)の主原料・砥粒(10085)
- 研磨のお話「番手(粒径)と面粗さ」(9865)
- Song-Kran Festival~タイの水掛け祭り~(9818)
- 研磨のお話「研磨ジスク」~前編~(9616)