

オーナーです。今回のテーマは研磨のお話「遊星研磨」。
金属の板を磨く縦研磨やパイプを磨くセンタレス研磨は一般的でよく見掛けるのですが、今回は線材や棒鋼を磨く「遊星研磨」についてご紹介します。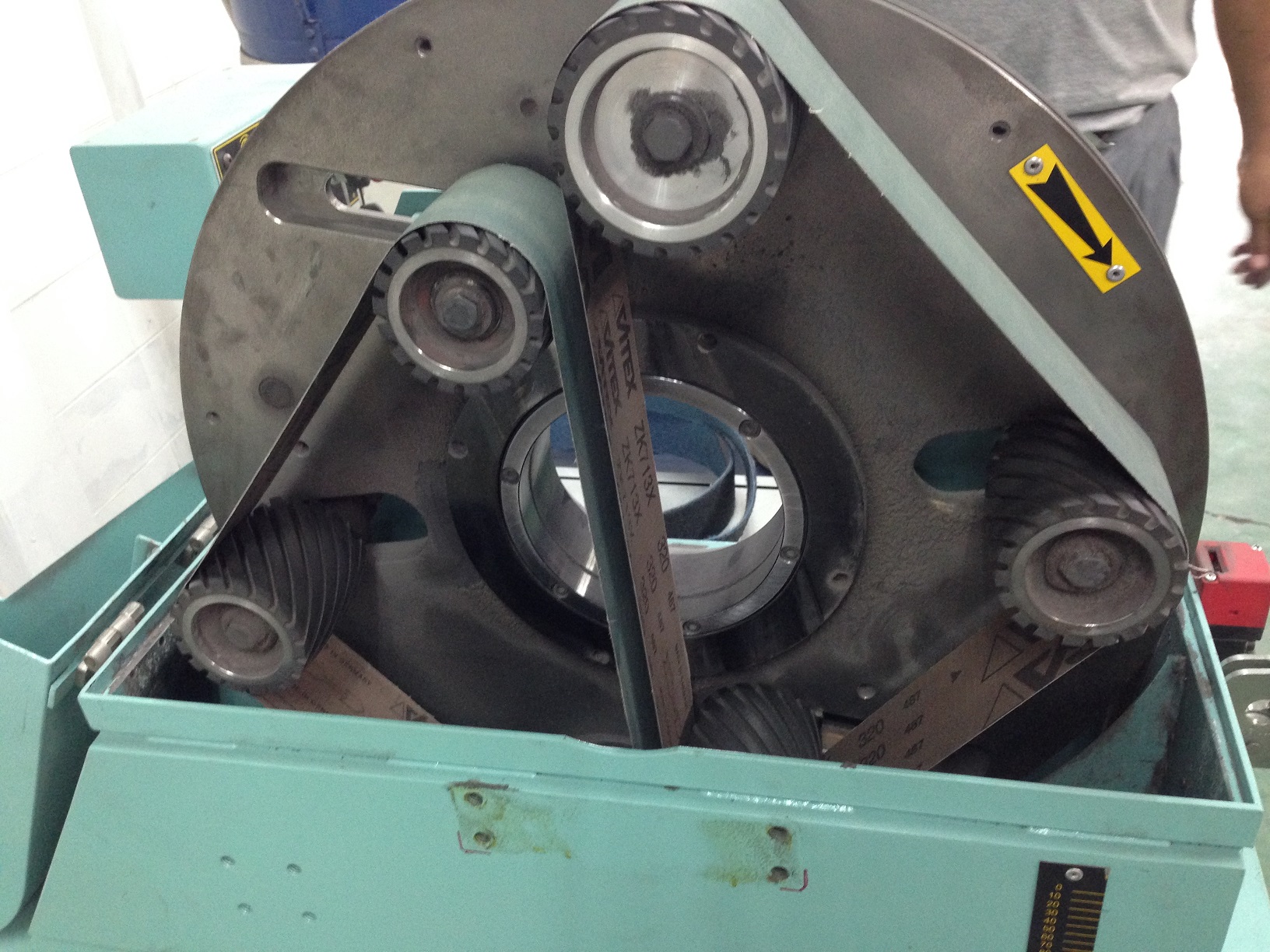

「遊星研磨」は中央のワークを太陽と見立てて、その周りを研磨材が回転(自転)しながらぐるぐる回る(公転する)のでそう呼ばれています。英語ではPlanet Polishing と言いますから訳としては「惑星研磨」の方が正しいと思いますが「遊星研磨」の名が定着しています。
ベーシックなスタイルは上記のように研磨ベルトがワークを挟みこみながらベルトを取り付けている台がターンテーブルで回転すると云う物です。ベルトを回転させるには動力が要りますから、電源ケーブルが絡んだりしないの?って思いますが、テーブルを回転させる軸からVベルトで繋いでいます。ですので最もシンプルな遊星研磨機ではテーブルの回転とベルトの周速は比例します。もちろん動力を分けて、テーブルの回転とベルトの周速を分けている物もあります。
上記の研磨はベルトの後ろに何も無い(フリー)部を使った研磨なので、削量を求める事は出来ません。削ると云うよりも研磨目を付けるだけと云った用途に使います。
こうした事から永年「遊星研磨」は研磨ラインの主役になることはありませんでした。ところが近年「遊星研磨」でも高い研削性を発揮できる機械が登場して、様相が変わってきました。これにはSDG’sの思想が絡んでいて、従来鋼材や線材の酸化皮膜(黒皮)を除去する方法として採用されていた酸洗処理(ケミカルポリッシング)を止めて物理研磨に変える事で環境への負荷を下げようとする考え方が広まってきたからなんです。下の写真をご覧下さい。
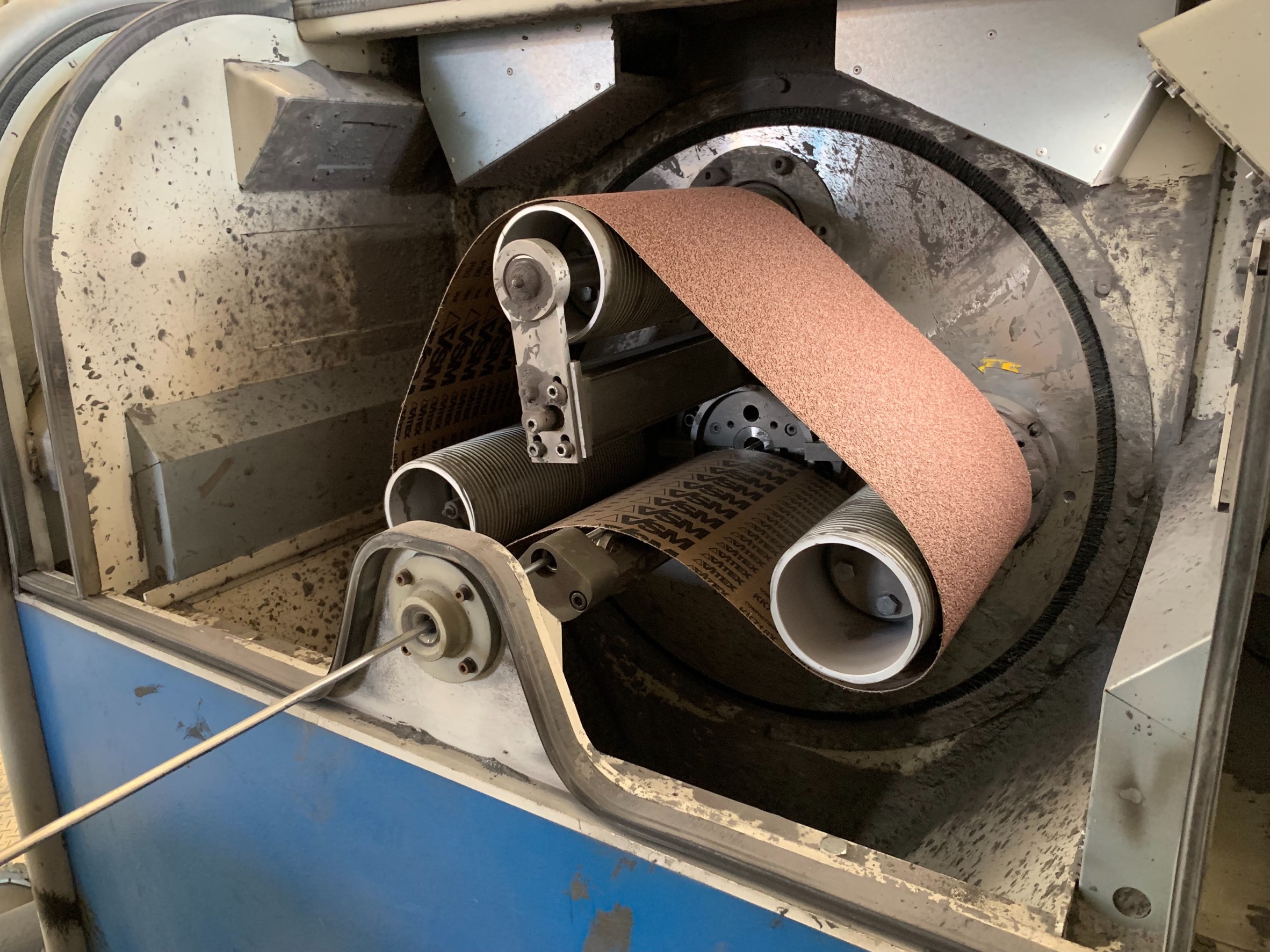

中央の穴を通っているのが線材で、その線材の下にしっかり受ける板があります。研磨ベルトはフリーの部分を当てますが、両サイドを線材の位置より下にしてしごくような形にしています。動き出すとベルトと受け板の位置関係はそのままで、線材の周りを回るという訳です。この研磨ではベルトに対する負荷が非常に高く、特にジョイント部は通常とは逆の曲げ方をするので、ジョイントテープは強度に加えて柔軟性が求められます。また線材コイルの場合、途中でベルト交換が発生するのは好ましくないので長寿命である事が必要です。
弊社の扱っているVSM社の集合砥粒コンパクトグレインはまさにこういった需要に応える物で、ここ数年お問い合わせが増えています。
遊星研磨をご検討中の皆様、是非弊社までお問い合わせ下さい。
今回はここまで。
アクセスランキングに参加しています。
よろしければ、2つのバナー画像をクリックして頂けると嬉しいです。
とても励みになります。
よく読まれている記事一覧
(ブログ全体)
- 研磨のお話「番手(粒径)について」(28151)
- 研磨のお話「黒皮除去」~前編~(25821)
- 研磨のお話「包丁研ぎ」(17576)
- 研磨のお話「黒皮除去」~後編~(16836)
- 研磨条件~その二~(15744)
- 研磨のお話「面粗度」(14166)
- 研磨のお話「チャタマーク」(13235)
- 研磨のお話「セラミック砥粒」(12808)
- 研磨のお話「フラップホイール」その3(11822)
- 研磨のお話「ヘアーライン加工」(11350)
- 研磨条件~その一~(11208)
- 研磨のお話「乾式研磨・湿式研磨」(11114)
- 研磨のお話「バリ取り」~前編~(10947)
- 北天の雄、アテルイとモレ(10306)
- 研磨のお話「集合砥粒」(10240)
- 研磨のお話「バリ取り」~後編~(10217)
- 金属用研磨布(サンドペーパー)の主原料・砥粒(10085)
- 研磨のお話「番手(粒径)と面粗さ」(9865)
- Song-Kran Festival~タイの水掛け祭り~(9818)
- 研磨のお話「研磨ジスク」~前編~(9616)