

オーナーです。![]()
今回はチャタマーク(chatter marks)についてお話します。

チャタマークとは
研磨した際に、進行方向に向かって一定の間隔で現れる横筋目を云います。
板研磨で多くみられ、フラットバーなど板研磨をしている業者さんでは大敵と云える存在です。
原因として考えられる事は以下です。
・ゴムコンあるいは研磨ホイールの振動
・ゴムコンあるいは研磨ホイールのバランス不良
・送り機構あるいは研磨機の振動
・被研磨物(ワークピース)の保持の不良による振動
・ベアリングの不良
・ベルトのジョイント部の不良(ベルトの場合)
・研磨ホイールの当て方の不良(ホイールの場合)
実際に相談を受けた事例で、チャタマークの原因が全く判らず、
昼休みまでテストが延びたら突然解消された事で
原因が他の機械との共振だと判ったなんて云うのがあります。
外国では電気的なノイズを受けて振動していたなんてのもありました。
具体的な解決法は、それぞれチャタマークを引き起こす原因によって異なりますので、
まずは原因を究明する事が先です。
ベルトジョイントが悪ければジョイントを変えなければなりません。
ちなみにベルトジョイントによる不良の場合は下記の様な公式があります。
チャタマークの間隔(R)=ベルト周長 x (ワークの送り速度(Vw)/ベルトの周速(Vb))
つまり
ベルト長 2000mm, ワークの送り速度 10m/min 、ベルトの周速 2000m/min の場合
チャタマークの間隔(R)=2000x(10/2000)=10mm
なので、10mm 間隔で出ていればまずジョイントが原因と考えられると云う事です。
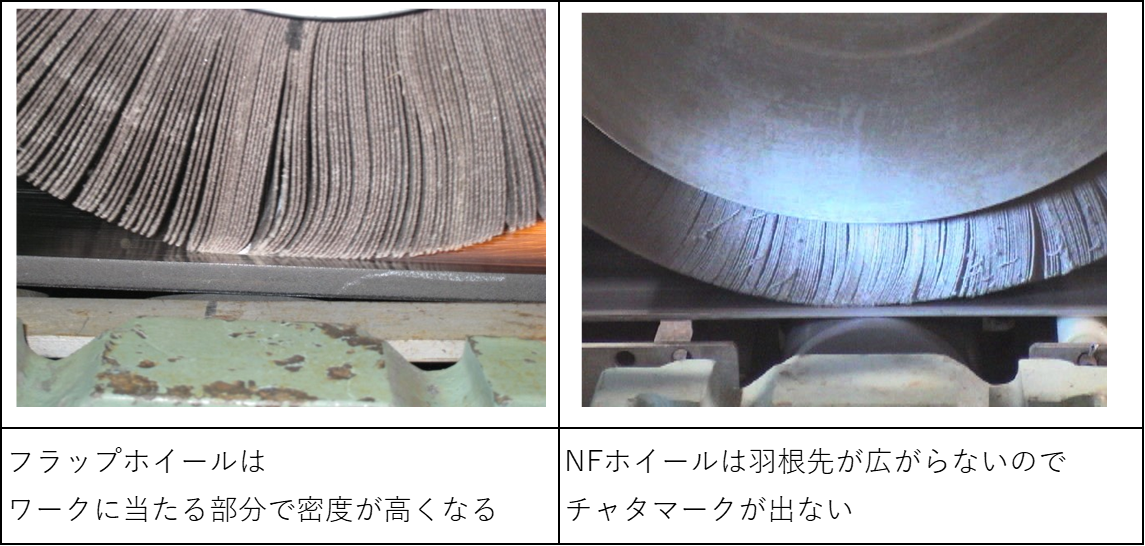
フラップホイールの場合は、
羽根の長さ、硬さ、摩擦抵抗など様々な要因が重なって羽根の抜けが悪くなると、
研磨面でフラップの羽根の「将棋倒し」現象が繰り返されるようになり、
これがチャタマークとなります。
これを解消する為には、羽根先だけを軽く当てる研磨にするか、
逆に深く押し当てて羽根を引き擦るような研磨にするかになります。
弊社では羽根のバタつかない=チャタマークの出ない
「NFホイール/GFホイール」を販売しておりますので、
是非お試しください。![]()
アクセスランキングに参加しています。
よろしければ、2つのバナー画像をクリックして頂けると嬉しいです。
とても励みになります。
よく読まれている記事一覧
(ブログ全体)
- 研磨のお話「番手(粒径)について」(28151)
- 研磨のお話「黒皮除去」~前編~(25822)
- 研磨のお話「包丁研ぎ」(17576)
- 研磨のお話「黒皮除去」~後編~(16836)
- 研磨条件~その二~(15744)
- 研磨のお話「面粗度」(14166)
- 研磨のお話「チャタマーク」(13236)
- 研磨のお話「セラミック砥粒」(12809)
- 研磨のお話「フラップホイール」その3(11822)
- 研磨のお話「ヘアーライン加工」(11350)
- 研磨条件~その一~(11208)
- 研磨のお話「乾式研磨・湿式研磨」(11114)
- 研磨のお話「バリ取り」~前編~(10947)
- 北天の雄、アテルイとモレ(10306)
- 研磨のお話「集合砥粒」(10240)
- 研磨のお話「バリ取り」~後編~(10217)
- 金属用研磨布(サンドペーパー)の主原料・砥粒(10085)
- 研磨のお話「番手(粒径)と面粗さ」(9865)
- Song-Kran Festival~タイの水掛け祭り~(9818)
- 研磨のお話「研磨ジスク」~前編~(9616)