

オーナーです。 ![]()
久し振りに研磨のお話、今日は面粗度(表面粗さ)です。
研磨に携わっていると加工表面の粗さを指定されたり、測定したりする機会が多くあります。
その時に使うのが面粗度計です。

面粗度計:スリーエフ技研
面粗度の表示規格はJISに規定されていているのですが度々改訂され表記が変わってきています。
ベテランと若い人との間で「それっていつのJIS?」と云った会話が飛び交うのも珍しくありません。

例えば 最大高さ(深さ)を表す記号は
JISB0601 1970版 Rmax ->1982版 Ry -> 2001版 Rz
(参照 http://microscopelabo.jp/ols_roughness/ana/index_06.html)
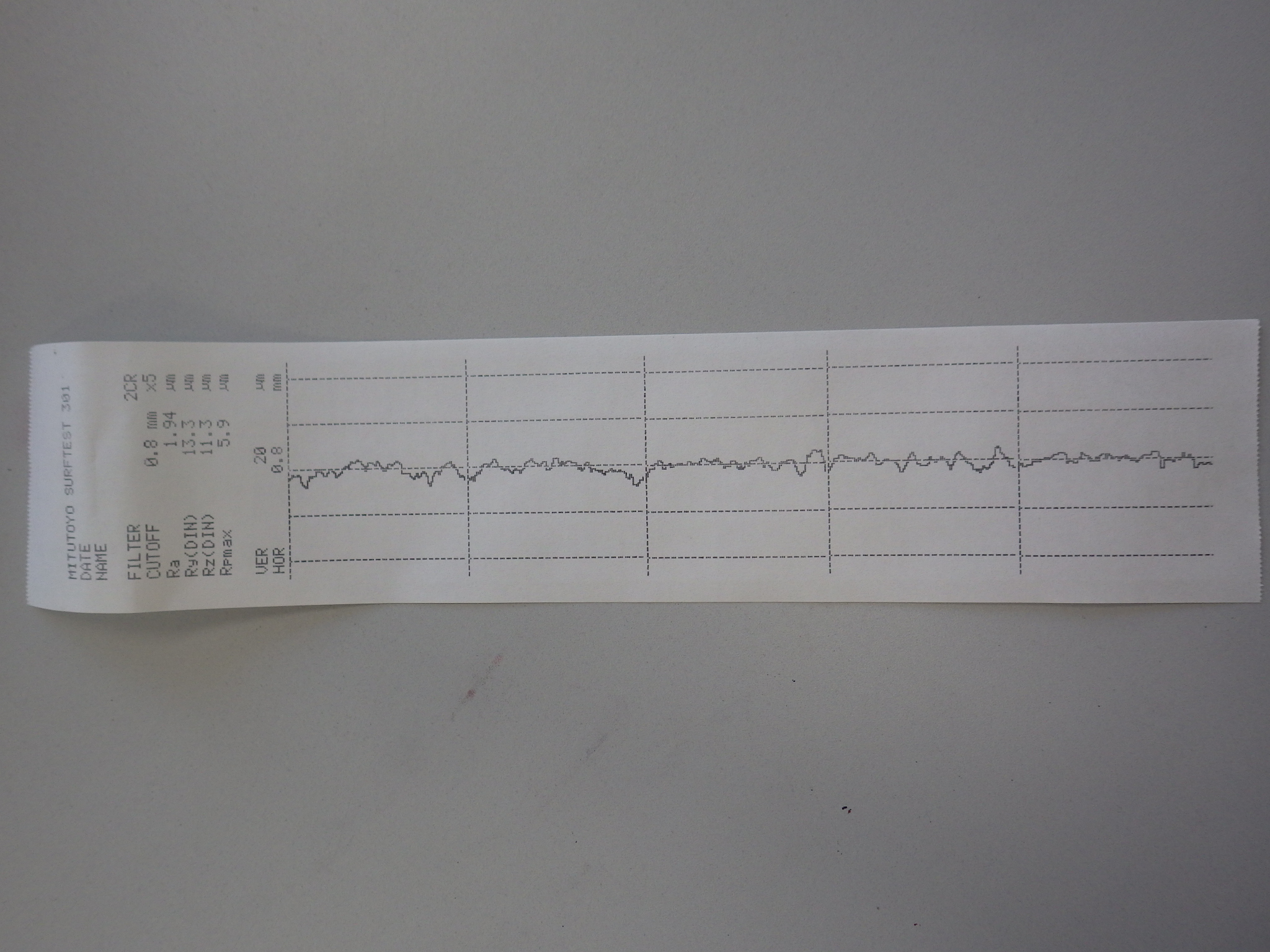
面粗度データー
そんな事もあり、実はJIS表記を無視して現場で一番使われているのは「S」という表記です。
(SはSurfaceの頭文字らしい)これは粗さ曲線の最低点と最高点の落差を取って・・・
早い話が最大高さ(深さ)。
32Sと言われたら最大深さ32μという意味です。
これを真面目にJISで表記すると時代によってRmaxだったりRyだったりするので、
永年現場で使われてた「S」が共通記号として使われています。
新人さんはJISのハンドブックで「S」を探しますが、全然違う意味になるので「???」になります。
もうひとつ32Sと書かれていたら平均粗さ(Ra)は幾つぐらいかです。
現場叩き上げオーナーは、ざっくりRa4.0(最大深さの1/8)と理解します。
理屈は何もありません。
理論的には最大高さと平均粗さに関連はありませんが、研磨の現場で叩き込まれた知識です。
「8S」と言われて「Ra1.0ぐらいか」と呟けたら、今日からあなたもギョーカイ人の仲間入りです。


研磨に関するご相談・研磨材(研磨ホイール)の製造ならお任せあれ、
スリーエフ技研 です。
アクセスランキングに参加しています。
よろしければ、2つのバナー画像をクリックして頂けると嬉しいです。
とても励みになります。
よく読まれている記事一覧
(ブログ全体)
- 研磨のお話「番手(粒径)について」(28150)
- 研磨のお話「黒皮除去」~前編~(25821)
- 研磨のお話「包丁研ぎ」(17576)
- 研磨のお話「黒皮除去」~後編~(16835)
- 研磨条件~その二~(15744)
- 研磨のお話「面粗度」(14166)
- 研磨のお話「チャタマーク」(13235)
- 研磨のお話「セラミック砥粒」(12808)
- 研磨のお話「フラップホイール」その3(11821)
- 研磨のお話「ヘアーライン加工」(11349)
- 研磨条件~その一~(11207)
- 研磨のお話「乾式研磨・湿式研磨」(11114)
- 研磨のお話「バリ取り」~前編~(10945)
- 北天の雄、アテルイとモレ(10306)
- 研磨のお話「集合砥粒」(10239)
- 研磨のお話「バリ取り」~後編~(10216)
- 金属用研磨布(サンドペーパー)の主原料・砥粒(10084)
- 研磨のお話「番手(粒径)と面粗さ」(9864)
- Song-Kran Festival~タイの水掛け祭り~(9817)
- 研磨のお話「研磨ジスク」~前編~(9615)